Actually there are special polymer tools available to avoid any kind of tool marking let alone scratches.
Bend sheet metal more than 90 degrees.
In fact press brakes are more flexible and can bend certain parts that the folder just cannot do.
Bending a brittle metal beyond its limits could cause the metal to snap and break.
Often the offset will be one workpiece thickness in order.
90 degrees bend angle.
We will start by calculating the bend allowance.
Another way to bend edges is through rotary bending.
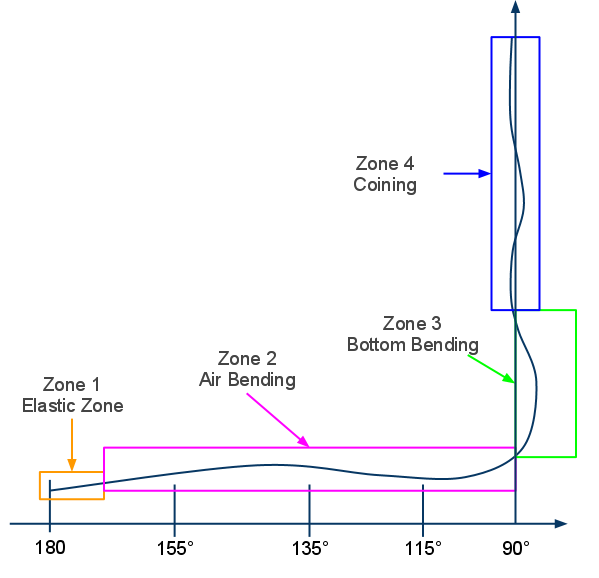
From the bottom of the v die see figure 5.
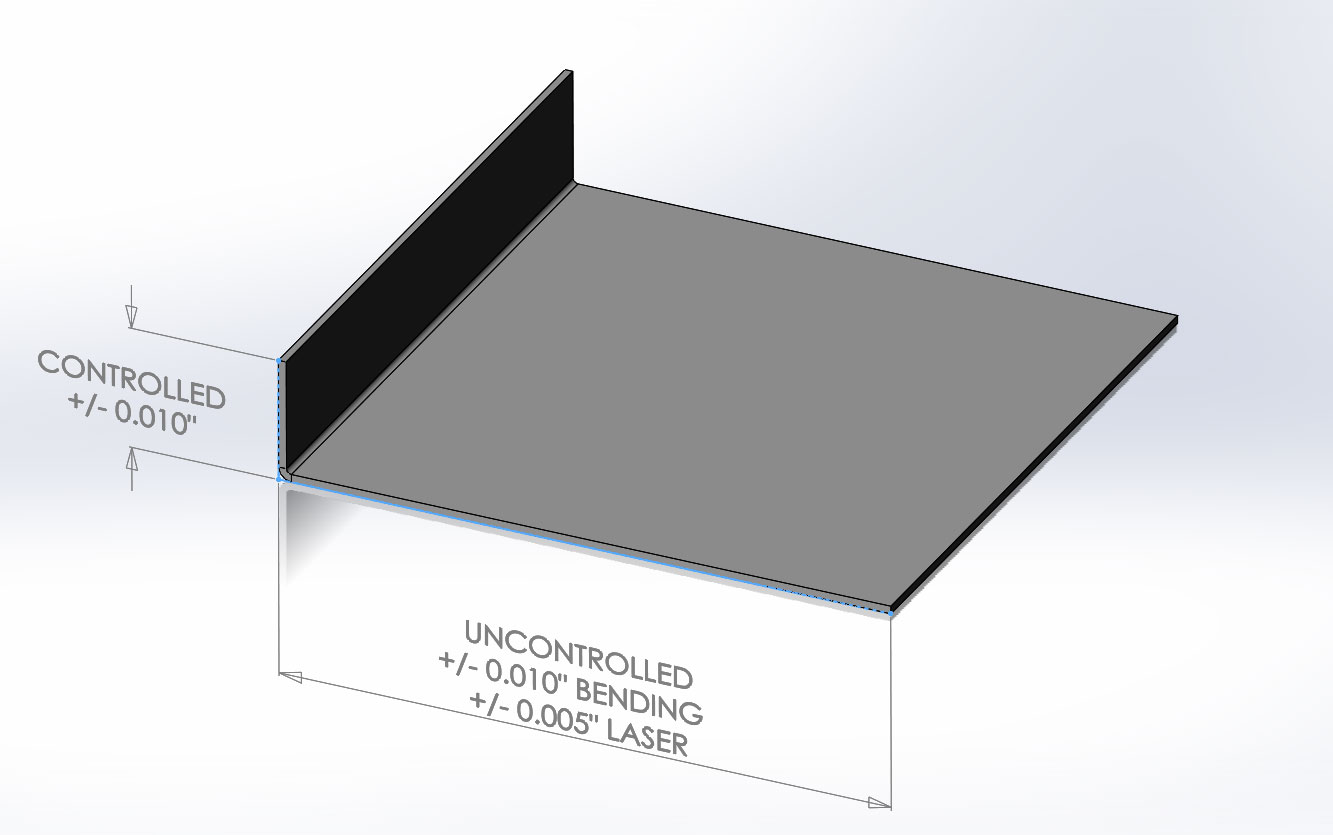
Figure 2 illustrates the sheet that is bent with the bend angle of 90 degrees.
Also wiping die employed in edge bending must have a pressure pad.
The diagram shows one such mechanism.
Rotary benders can also bend sharper corners than 90 degrees.
It has a big advantage over wipe bending or v bending it does not scratch the material s surface.
From there we can calculate the k factor and the bend deduction.
Edge bending is another very common sheet metal process and is performed with a wiping die.
The bend attains 90 degrees at a point in the die space that s about 20 percent the material thickness as measured from the bottom of the v die.
Figure 1 however keep in mind that this design works best for bends that have an inside bend radius that is equal to or less than 1x metal thickness.
After bending the sheet we need to do some measurements as shown in figure 2.
For bend angles smaller than 90 they are usually defined as the length from the apex to the edge for bend angles larger than 90 they are usually measured from the tangent of the bend to the.
However angles greater than 90 degrees will require more complex equipment capable of some horizontal force delivery.
Joggling also known as joggle bending is an offset bending process in which the two opposite bends are each less than 90 see following section for how bend angle is measured and are separated by a neutral web so that the offset in the usual case where the opposite bends are equal in angle is less than 5 workpiece thicknesses.
However if folder radii do not work for you we can manufacture parts using our press brakes.
0 017453 x 90 x 0 020 0 33 x 0 024 0 0438558984 inch bend allowance keep in mind that some metals are more brittle than others.
Edge bending gives a good mechanical advantage when forming a bend.
To achieve a 90 degree bend you must overbend the material past the desired bend angle and allow it to return to the desired shape with the springback.